
PyroFriction™
PRODUCTION LINE
The production line of the demonstration plant is configured in modular units.
Each unit is fully automated and monitored centrally from the control room.

Feeding System

PyroFriction™

Cooling System

Fuel Finishing

Fuel Farm
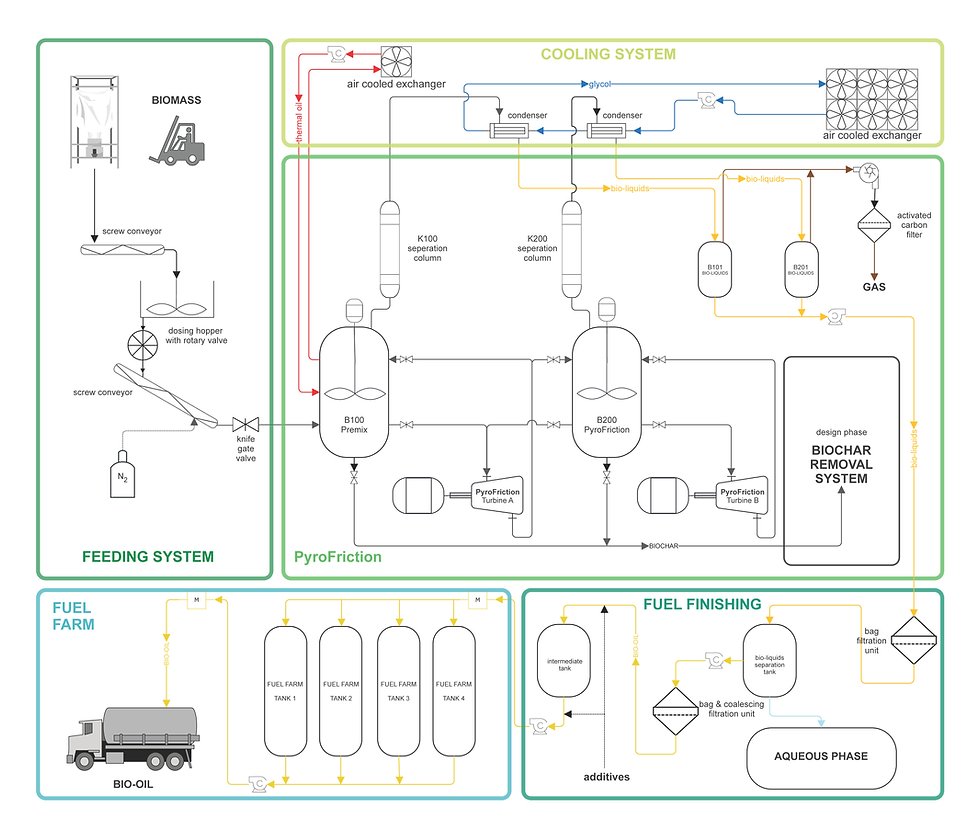

FEEDING SYSTEM
Biomass is delivered to the hopper directly from a supersack and then transported by screw conveyors to a buffer tank equipped with load cells. The applied dust-extraction system reduces dust emissions during the emptying of supersacks.
Next, the biomass is directed—via a rotary valve—to a screw feeder that doses the raw material directly into the hot oil. The use of a special solution in the form of a ‚plug formation’ at the end of the screw feeder prevents the hot oil from flowing back into the feeding system.


PyroFriction™
The PyroFriction installation consists of two 6,000-liter reaction tanks equipped with slow-rotating mixers, two separation columns, and two friction turbines in which the conversion of biomass into bio-oil and biochar takes place directly.
The process is carried out in the liquid phase (carrier oil), whose function is to transport mass and energy throughout the system. The temperature of the carrier oil ranges from 280 to 350 °C, but the actual process temperature in the turbine is locally several dozen degrees higher due to friction forces and cavitation effects. Heat for the process is supplied exclusively by the friction turbine.
The gaseous products are routed through the separation columns to the system of condensers, where they are liquefied, after which the liquid phase is collected in two intermediate product tanks.
Non-condensable gases — mainly CO₂ — are purified using an activated-carbon filter.


COOLING SYSTEM
The installation includes two independent cooling systems. In the first system, seven shell-and-tube heat exchangers are installed above the separation columns, where a glycol solution is used to cool the gaseous products. The cooling medium itself is then cooled in air fan coolers located behind the building.
The main function of the second cooling system is to maintain the optimal temperature of the carrier oil in the reactors. One of the reaction tanks is equipped with a coil through which thermal oil flows, and this oil is cooled in the coolers outside.


FUEL FINISHING
The liquid products are pumped from the main production hall to the pumping station building, where they undergo filtration, phase separation, and the dosing of refining additives.
In the first stage, the mixture of bio-oil and the aqueous phase is filtered using a filtration system with grades of 100, 50, and 25 microns..
Next, water is separated from the bio-oil by gravity and directed to a separate storage tank outside the building, while the bio-oil undergoes further purification through filters with grades of 25 and 10 microns..
Additional coalescing filters reduce the water content to 500 ppm.
Before the bio-oil is directed to storage tanks, there is an option to dose refining additives, depending on process or quality requirements.


FUEL FARM
A total of 240,000 liters of bio-oil can be stored in four storage tanks. Two of them are fully certified for excise purposes, while the remaining two are intended for storing intermediate product.
The pumping station allows the transfer of bio-oil between individual tanks and its loading into tank trucks via a filling station.
